2021年9月4日
ガス圧接注意事項
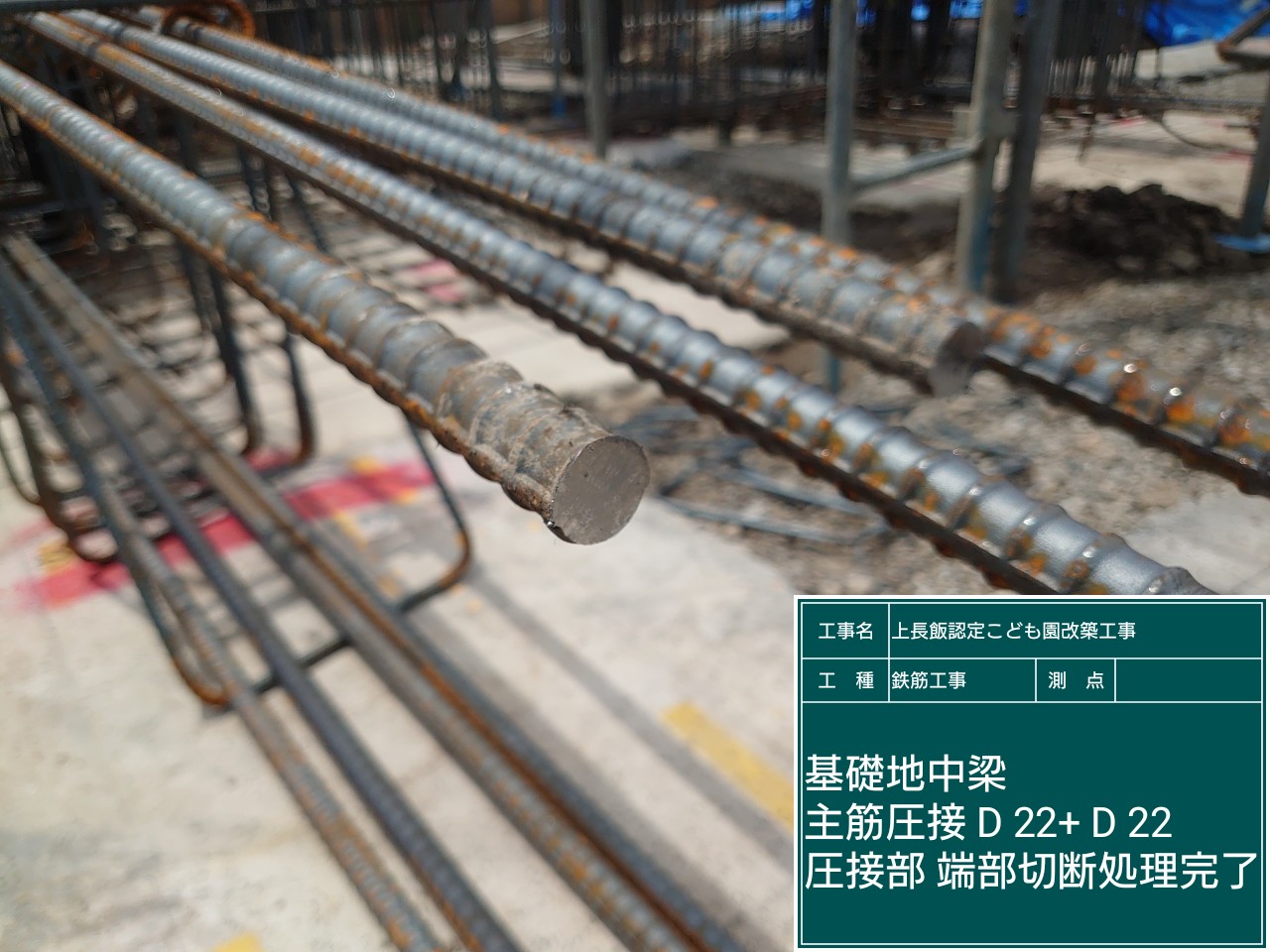
圧接部の下ごしらえは、鉄筋の軸心と直角に切り錆が残っていると確実な圧接が出来ないので、グラインダー等で錆を完全に除いてから圧接を行った。
圧接する2本の鉄筋を圧接器により所定に位置に突き合せたとき、圧接周辺の開き(隙間)は、3mm以下であること。
加熱バーナーは、火口4口以上の多孔式での施工
圧接部に軸心ずれ、圧接部の膨らみ、圧接部の欠損、折れ曲がり、焼き割れ、内部欠損
継ぎ手位置の間隔等について
検査結果:全て問題無し…OK